为了让您更全面地了解我们的成都双流【当地】铸铁焊接平台厂家供货产品,只需花费一分钟时间,您就能发现更多令人心动的细节和优势,为您的购物体验增添更多惊喜。
以下是:成都双流【当地】铸铁焊接平台厂家供货的图文介绍

双流装配试验铸铁平台是一种应用于动力机械设备的装配及调试的铸铁平板。它属于铸铁平板类产品,其生产标准按照 GB7947-1999标准制造。铸铁装配试验平台的材质通常为高强度铸铁HT200-HT300,工作台一般硬度为HB170-240。在加工成品之前,必须经过两次人工退火处理,以去除其内应力。
铸铁装配试验平台的特点是,其工作面外形可以分为长方形、双流正方形或圆形,工作面上可以加工V形、双流T形、双流U形槽和圆孔、双流长孔等,以满足不同试验工作的需要。此外,铸铁装配试验平台的工作面上还可以预留地脚螺栓孔,方便安装和固定。


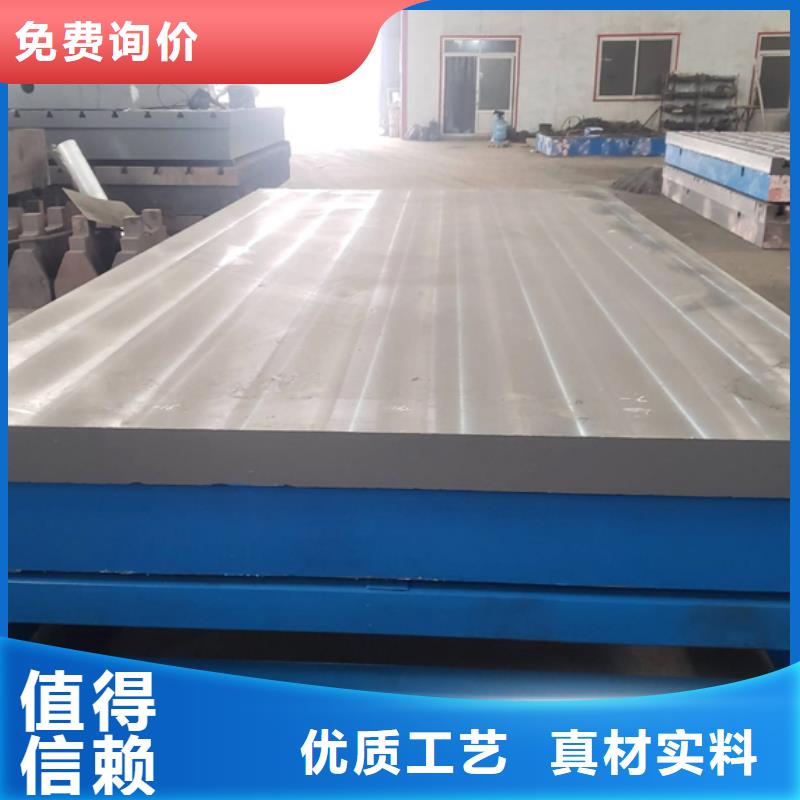
双流铸铁平台-在使用钣金焊接工作台时,需要注意以下几点:
安装调试:工作台在使用前需要进行安装调试,确保其精度和稳定性。安装时应按照说明书要求进行操作,确保各部件安装正确、双流紧固可靠。
安全防护:焊接过程中会产生高温、双流火花等危险因素,因此需要采取相应的安全防护措施,如佩戴防护眼镜、双流手套等个人防护用品,设置防火设施等。
维护保养:定期对工作台进行保养和维护,保持其清洁、双流干燥和润滑。在使用过程中,避免过度敲击和划伤表面,以免影响其精度和稳定性。
钣金焊接工作台是钣金加工、双流机械制造、双流汽车制造等领域中不可或缺的重要设备。它具有高精度、双流高稳定性、双流功能模块化等优点,为钣金焊接提供稳定、双流可靠的工作环境。在使用时需要注意安装调试、双流安全防护和维护保养等问题,以确保其长期保持高精度和高稳定性。



“客户永远是正确的”已成为伟业焊接铸铁大理石平台斜垫铁厂家的企业格言。讲诚信 商通四海,公司已为全国1000余家大型客户提供了更实用、更可靠的 双流铸铁拼接平台、焊接平台厂家、产品, 双流铸铁拼接平台、焊接平台厂家、销售区域覆盖全国30多个省市、自治区等100多个地区,深受国内外客户的好评和信赖。在您的支持下,成为了 双流铸铁拼接平台、焊接平台厂家、技术创新的引导者。

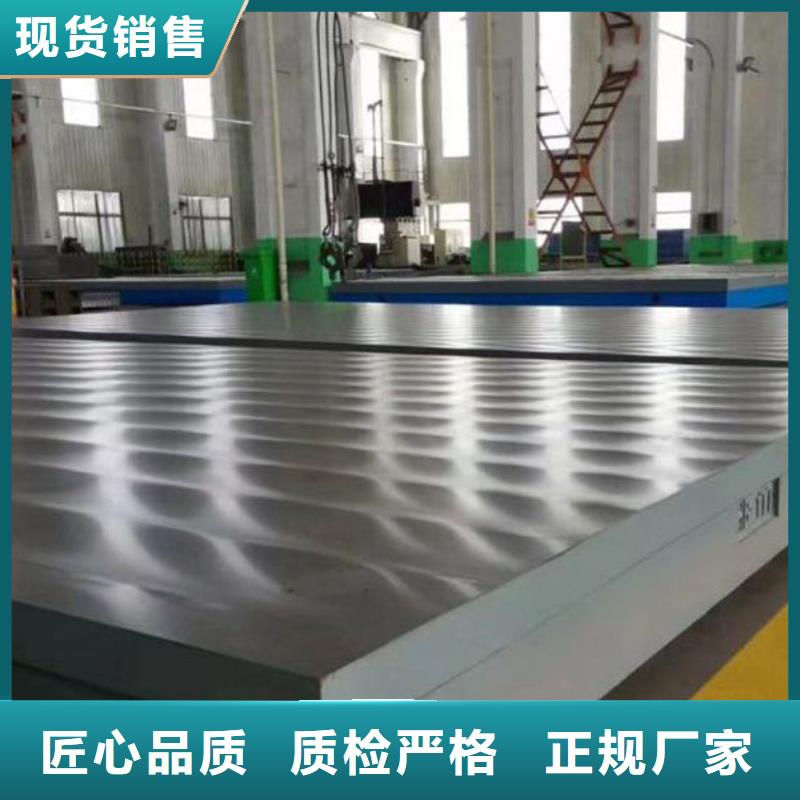
双流装配铸铁平台用于各种机械设备的装配和调试。设备试验工作台易于维护,结构简单明了,易于清洁和维护。这有助于延长其使用寿命,并降低维护成本。
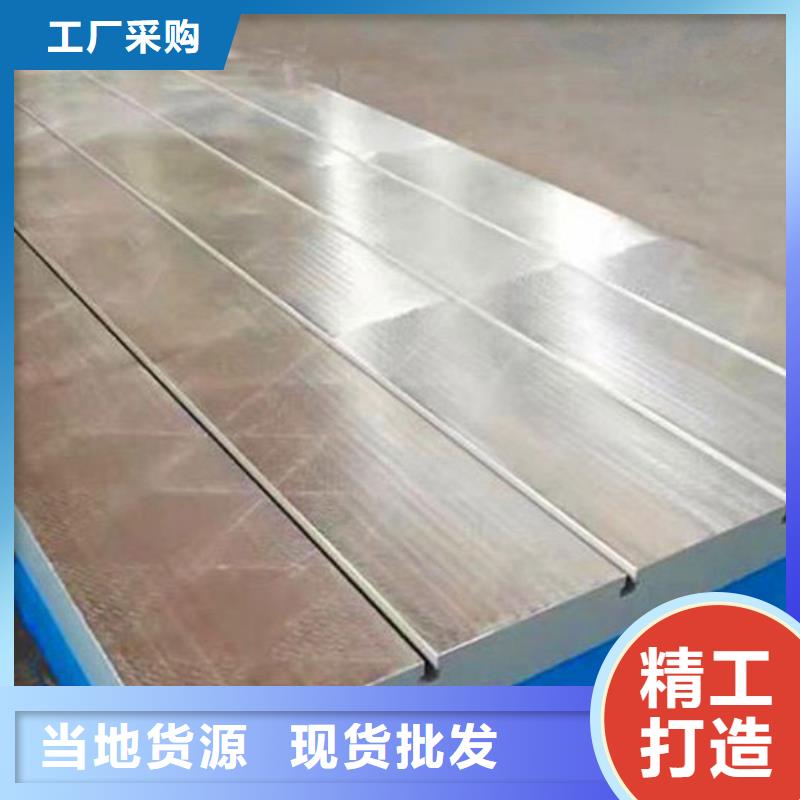
铸铁平台人工刮研包括粗刮和细刮两个步骤。粗刮采用长刮刀,行程较长(10mm~15mm之间),刀痕较宽(10mm),刮刀痕迹顺向,成片不重复。当工件表面研点每25mm×25mm上为4~6点并留有细刮加工余量时,可开始细刮。细刮是将粗刮后的高点刮去,其特点是采用短
刮法(刀痕宽约6mm,长5mm~10mm),研点分散快。当平均研点每25mm×25mm上为10~14点时,即可结束细刮。



 扫一扫
扫一扫